








Алюминиевая прижимная балка изготовлена из усиленного многокамерного профиля высокой жесткости.
Резиновые ролики плотно прижимают заготовки, обеспечивая их перемещение без смещения и точность обработки кромки.

Круглая направляющая обладает высокой твердостью и износостойкостью. Основание башмака примыкает к направляющей без зазоров, обеспечивая плавность и ровность хода.

Поддерживающая телескопическая опора с роликами выдвигается до 600 мм и позволяет обрабатывать детали с большим свесом.

Направляющая линейка изготовлена из стальной пластины большой толщины и крепится к станине станка с помощью массивного и жесткого кронштейна.

Мощный двигатель с редуктором обеспечивает плавную и равномерную подачу тяжелых и длинных заготовок.
Предназначен для устранения дефектов раскроя (микро-сколов, ступеньки от подрезной пилы), гарантирует перпендикулярную и прямолинейную геометрию поверхности торца детали.
Инфракрасная лампа с рабочей температурой около 300° прогревает торец детали для наилучшего приклеивания кромки. Особенно актуально в зимний период.

Пневмоцилиндр большого диаметра с электрическим переключателем позволяет гильотине обрезать кромочный материал толщиной до 3 мм.
Предназначен для фрезерования верхнего и нижнего свесов кромочного материала.

Пресс-группа состоит из приводного ролика Ø100 мм, который охлаждает кромку после нанесения клея, и четырех стальных дожимных роликов Ø70 мм.

Станок оснащен системой автоматической подачи масла на все необходимые узлы, что исключает необходимость в дополнительном обслуживании.

Узел предназначен для торцевания переднего и заднего свесов кромочного материала.
Предназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования.
Узел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений.

Станок оборудован продуманной системой аспирации на основных узлах, которая эффективно убирает стружку из зоны обработки.

Предназначен для настройки станка и позволяет оператору запускать и останавливать станок на любой стадии обработки детали.
Станок оборудован световым индикатором, который позволяет оператору контролировать его состояние с любого расстояния.

Система безопасности станка включает в себя контроль толщины заготовки и расстояния между деталями, путевые точки и аварийную кнопку.

Рабочая зона станка закрыта со всех сторон на 360°. Кожухи оснащены пылезащитными и шумоизоляционными покрытиями.

Станок оборудован пультом управления с сенсорным дисплеем на русском языке и имеет удобное расположение.

Станок оснащен электрокомпонентами ведущих мировых брендов, что обеспечивает высокое качество и универсальность.

Станина изготавливается из толстостенного проката с использованием лазерной резки. Сборка осуществляется на специальном стапеле с применением сварочных роботов.

Процесс сборки – заключительный и важный этап. Каждый инженер сборочного цеха отвечает за свою операцию, что гарантирует высокое качество оборудования.

Завод Nanxing — один из немногих заводов в Китае, который имеет собственную лабораторию для контроля качества выпускаемого оборудования.

























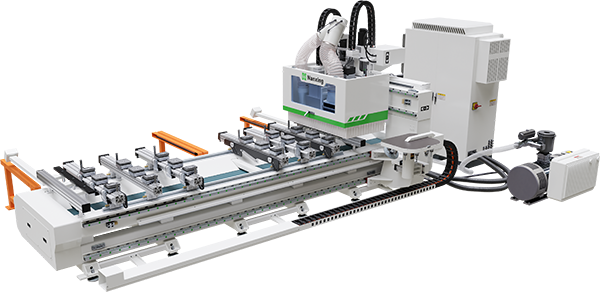
NB6JF. Автоматический кромкооблицовочный станок
- Толщина кромки:0,4 - 3 мм
- Скорость подачи:16 / 20 / 24 м/мин
- Общая мощность:22 кВт
- Вес:2400 кг
| Модель | NB6JF | |
| Длина заготовки, мм | ≥ 120 | |
| Ширина заготовки, мм | ≥ 85 | |
| Минимальные размеры заготовки, мм | 120 x 85, 120 x 120 (4 стороны) | |
| Толщина заготовки, мм | 9 - 60 | |
| Толщина кромки, мм | 0.4 - 3 | |
| Скорость подачи, м/мин | 16 / 20 / 24 | |
| Параметры электросети, В / Гц | 380 / 50 | |
| Давление сжатого воздуха, МПа | 0.7 | |
| Аспирационные выходы, мм | Ø 125 x 4 | |
| Общая мощность, кВт | 22 | |
| Габаритные размеры, мм | ||
| Длина, мм | 6600 | |
| Ширина, мм | 1450 | |
| Высота, мм | 1650 | |
| Вес, кг | 2400 | |
НАЗНАЧЕНИЕ:
Кромкооблицовочный станок NB6JF / NB6JQF предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм.
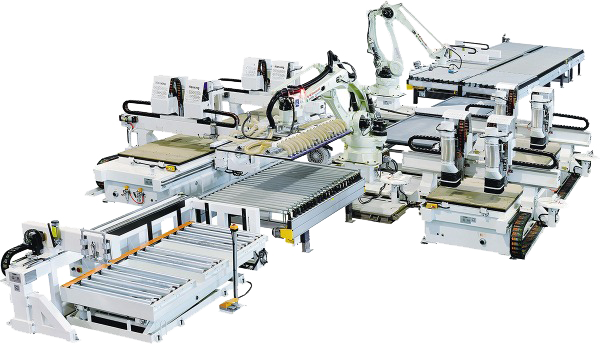
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Используется на средних и крупных мебельных и столярных производствах для изготовления корпусной мебели и дверей.
 Прижимная балка
Прижимная балкаАлюминиевая прижимная балка изготовлена из усиленного многокамерного профиля высокой жесткости.
Высота прижимной балки настраивается автоматически электроприводом в зависимости от толщины детали. Толщина задается с пульта управления.
 Резиновые ролики
Резиновые роликиРезиновые ролики имеют малый шаг и большую площадь контакта, благодаря этому плотно прижимают заготовки, обеспечивая их перемещение без смещения и точность обработки кромки.
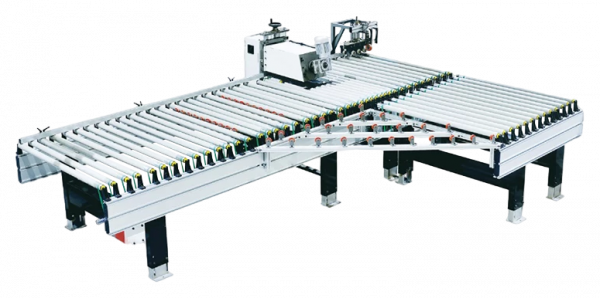
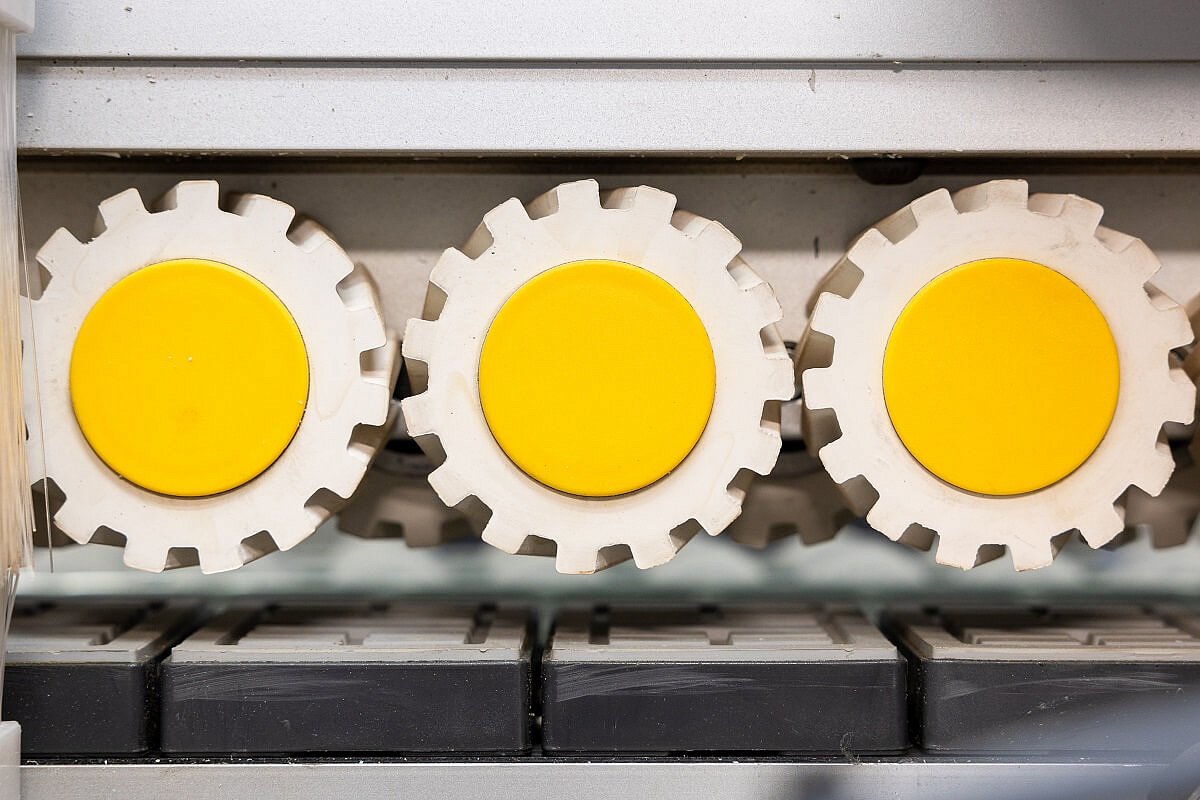
 Конвейер
КонвейерКруглая направляющая конвейера закалена и имеет высокую твердость и износостойкость. Основание башмака конвейера примыкает к направляющей практически без зазоров, гарантируя плавность и ровность хода. Посадочное место для направляющей фрезеруется на прецизионных станках с ЧПУ, поэтому её срок службы практически не ограничен.
 Телескопическая опора
Телескопическая опораПоддерживающая телескопическая опора с роликами выдвигается до 600 мм и позволяет обрабатывать детали с большим свесом.
 Направляющая линейка
Направляющая линейкаНаправляющая линейка изготовлена из стальной пластины большой толщины и крепится к станине станка с помощью массивного и жесткого кронштейна, что обеспечивает стабильность позиционирования заготовки.
 Мощный двигатель
Мощный двигательСтанок оснащен мощным двигателем с редуктором, который обеспечивает плавную и равномерную подачу тяжелых и длинных заготовок. Стабильность работы узла подачи также обеспечивается системой плавного пуска и электротормоза двигателя в случае аварийной остановки.
- Узел прифуговки
Предназначен для устранения дефектов раскроя (микро-сколов, ступеньки от подрезной пилы), гарантирует перпендикулярную и прямолинейную геометрию поверхности торца детали.
- Две фрезы с алмазными ножами Ø125 x 30 H43 мм Z3+3 (Опционально до Н60 мм).
- Два двигателя противоположного вращения с автоматическим подводом / отводом в зону обработки управляются с помощью пневмоцилиндра.
- Мощность двигателей: 2 x 3,7 кВт
- Частота: 150 Гц
- Скорость вращения: 9000 об/мин
- Направляющие HIWIN с автоматической системой смазки.
- Регулировка по высоте, позволяет максимально использовать весь ресурс инструмента.
- Узел размещен в специальном кожухе. Он убирает лишние шумы защищает от пыли.
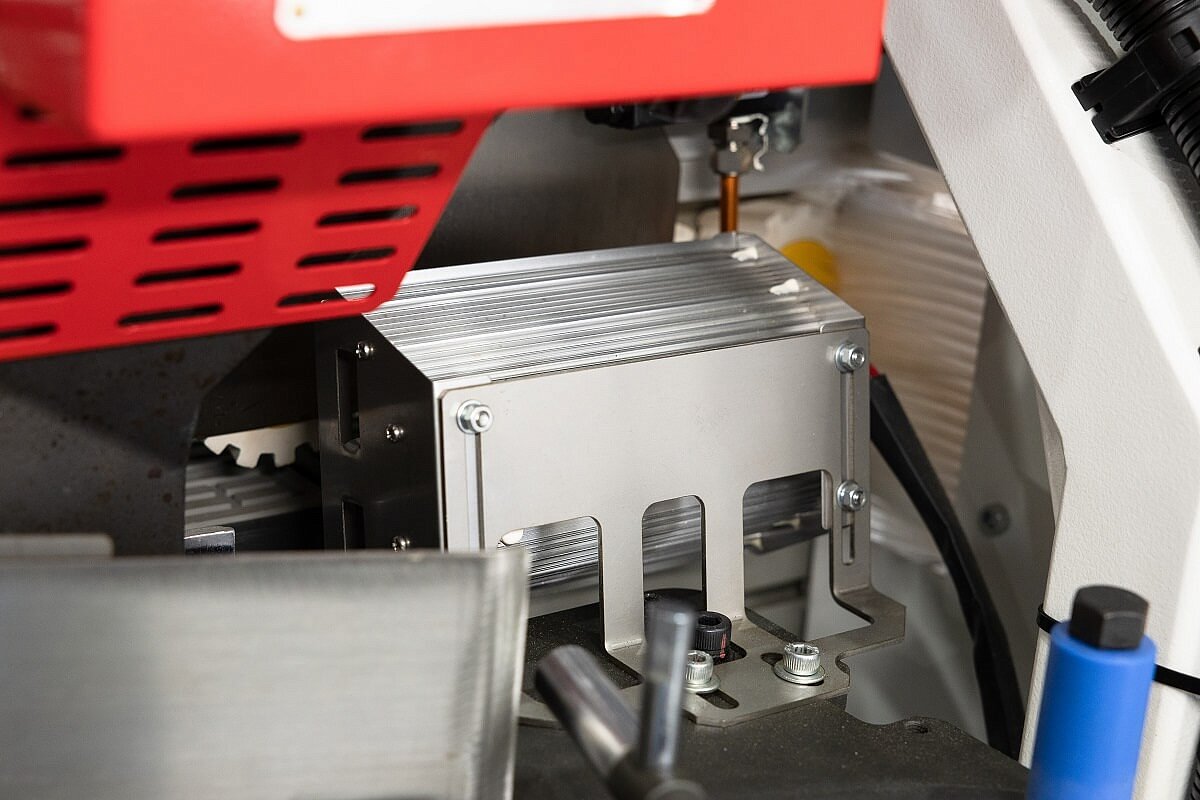
 Подогрев торца заготовки
Подогрев торца заготовкиИнфракрасная лампа с рабочей температурой около 300° прогревает торец детали для наилучшего приклеивания кромки. Особенно актуально в зимний период.
- Предварительная обрезка кромки
Пневмоцилиндр большого диаметра с электрическим переключателем позволяет гильотине обрезать кромочный материал толщиной до 3 мм и предназначен для работы в сменном режиме.
Индивидуальный блок регулировки давления с регулятором и манометром.
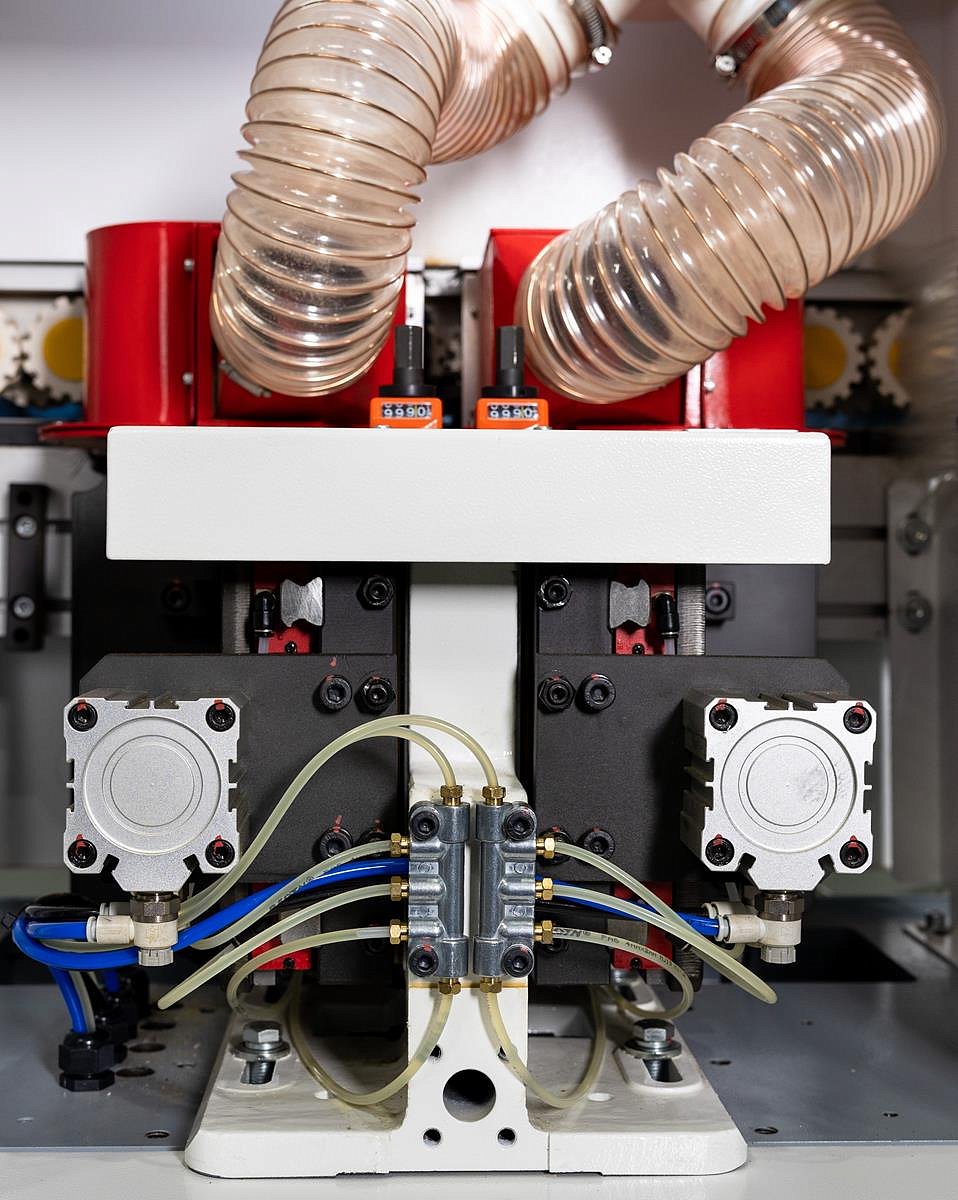
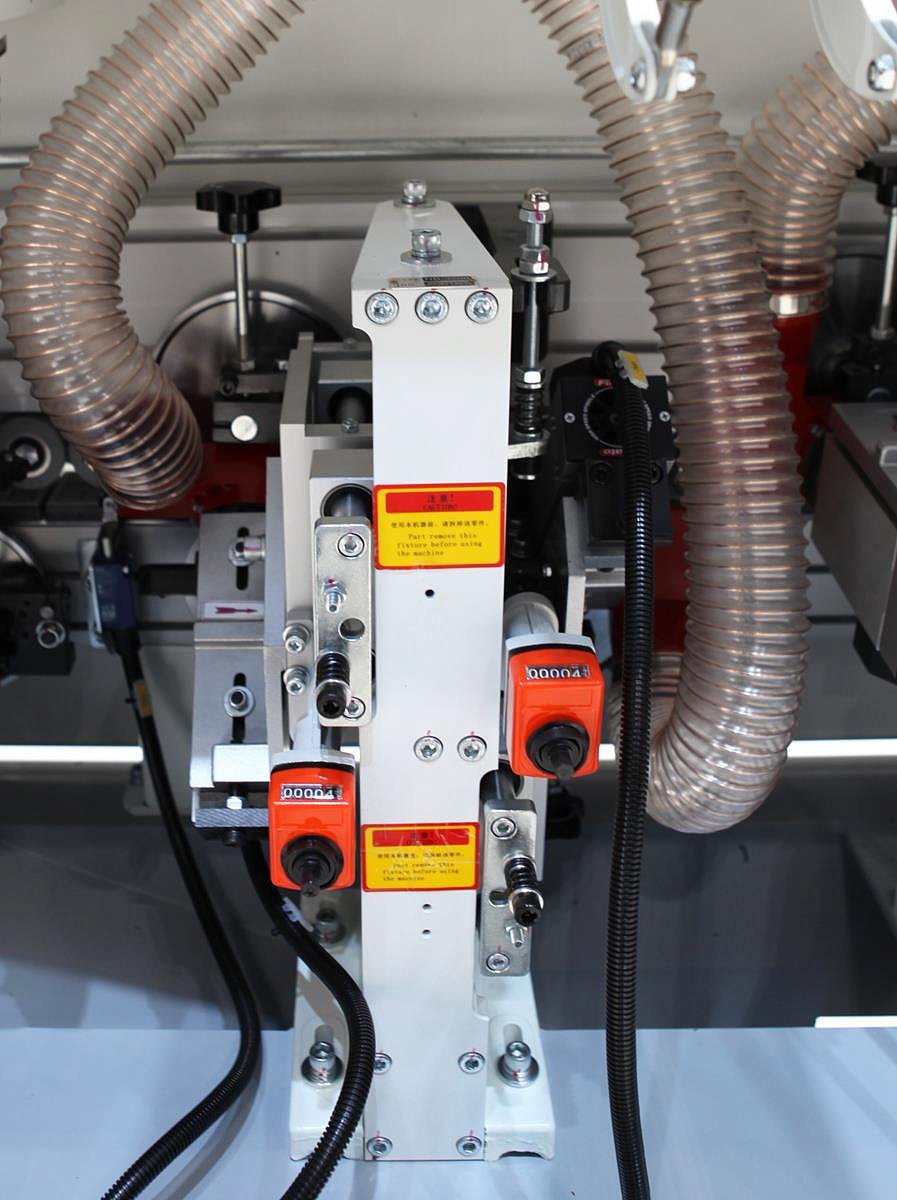
 Узел фрезерования свесов
Узел фрезерования свесовПредназначен для фрезерования верхнего и нижнего свесов кромочного материала.
- Мощность двигателей: 2 х 0,5 кВт;
- Частота: 200 Гц;
- Скорость вращения: 12 000 об/мин.
- Точность позиционирования заготовки за счет копиров большого диаметра Ø 180 мм по плоскости сверху и снизу и круглых конусных копиров Ø 120 мм в торец заготовки.
- В базовой комплектации фрезы R2 Ø69 х Ø16 H13 Z6.
- Узел оснащен аспирационными патрубками.
 Пресс-группа
Пресс-группа- Приводной ролик диаметром 100 мм охлаждает кромку после нанесения клея. Скорость вращения синхронизирована со скоростью подачи конвейера.
- 4 стальных дожимных ролика диаметром 70 мм.
- Каждый ролик имеет индивидуальный пневмоцилиндр.
- Два ролика – конусные с противоположным углом наклона для поджима кромки и минимизации клеевого шва.
- Два ролика – цилиндрические для финишного дожима кромки перед обработкой.
- Cпециальные скребки на роликах для удаления остатков клея.
 Система автоматической смазки
Система автоматической смазкиСтанок оснащен системой автоматической подачи масла на все необходимые узлы, что исключает необходимость в дополнительном обслуживании и снижает время простоев.
Узлы подачи масла:
- узел прифуговки;
- узел чистовой торцовки;
- цепь конвейера.
- Узел чистовой торцовки
Предназначен для торцевания переднего и заднего свесов кромочного материала.
- Два независимых двигателя на одной направляющей, расположенной под углом 45°.
- Мощность двигателей: 2 х 0,35 кВт;
- Частота: 200 Гц.
- 2 пилы Ø105 х 22 Z24 расположены под углом 5° к торцам детали.
- Автоматическая смазка направляющих.
- Частотный преобразователь Delta, защита двигателей от перегрузок.
- Узел оснащен системой аспирации.
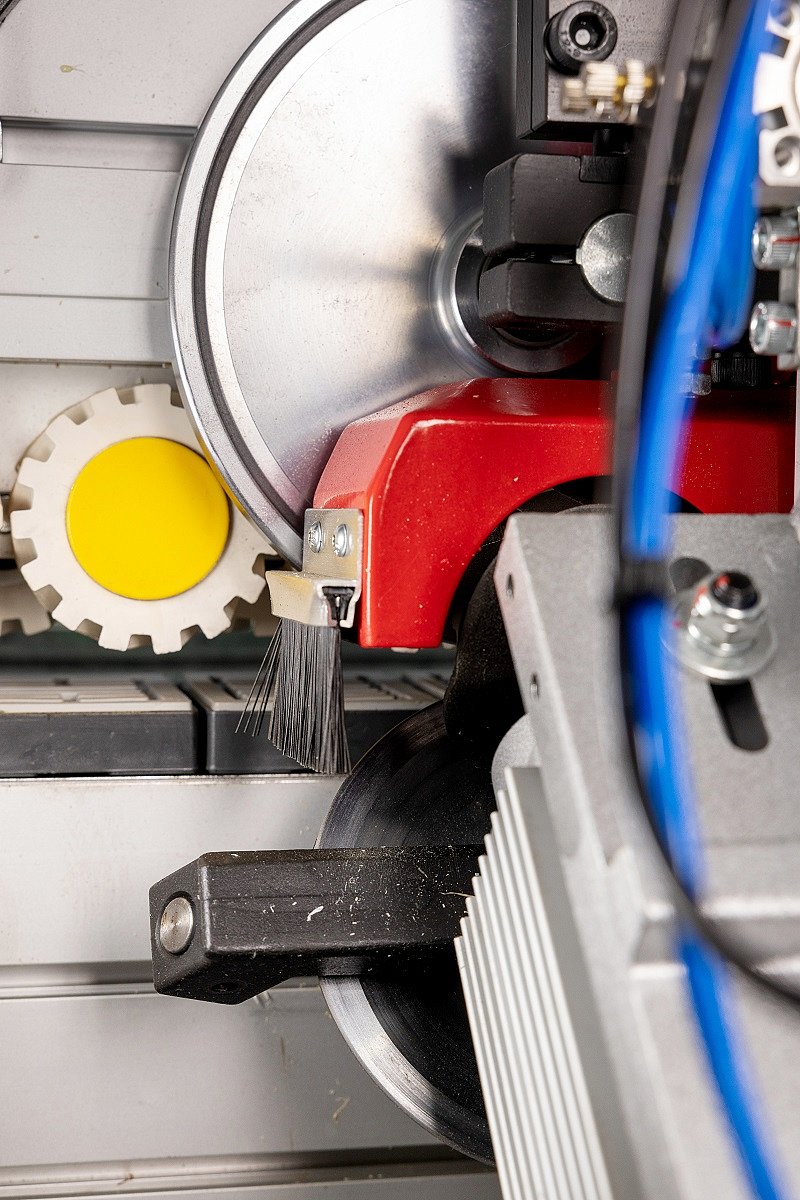
 Узел радиусного циклевания
Узел радиусного циклеванияПредназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования.
- Точность позиционирования заготовки за счет копиров большого диаметра Ø 180 мм по плоскости сверху и снизу и конусных копиров Ø 120 мм по торцу заготовки.
- Система охлаждения ножей сжатым воздухом.
- Узел оснащен аспирационными патрубками.
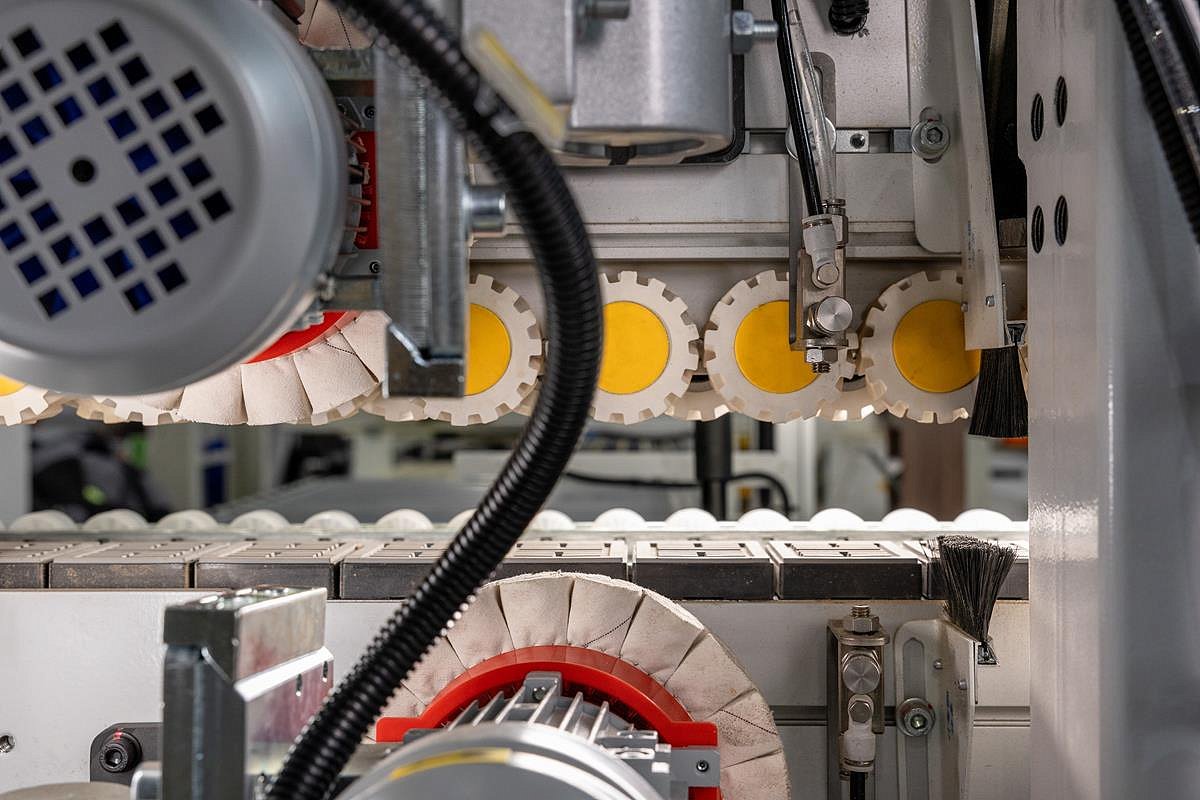
 Полировальный узел
Полировальный узелУзел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений.
- Обеспечение стабильной работы за счет подключения постоянного питания.
- Оснащен 2 двигателями мощностью 0,37 кВт, частота 50 Гц, скорость вращения 1350 об/мин.
 Система аспирации
Система аспирацииСтанок оборудован продуманной системой аспирации на основных узлах, которая эффективно убирает стружку из зоны обработки.
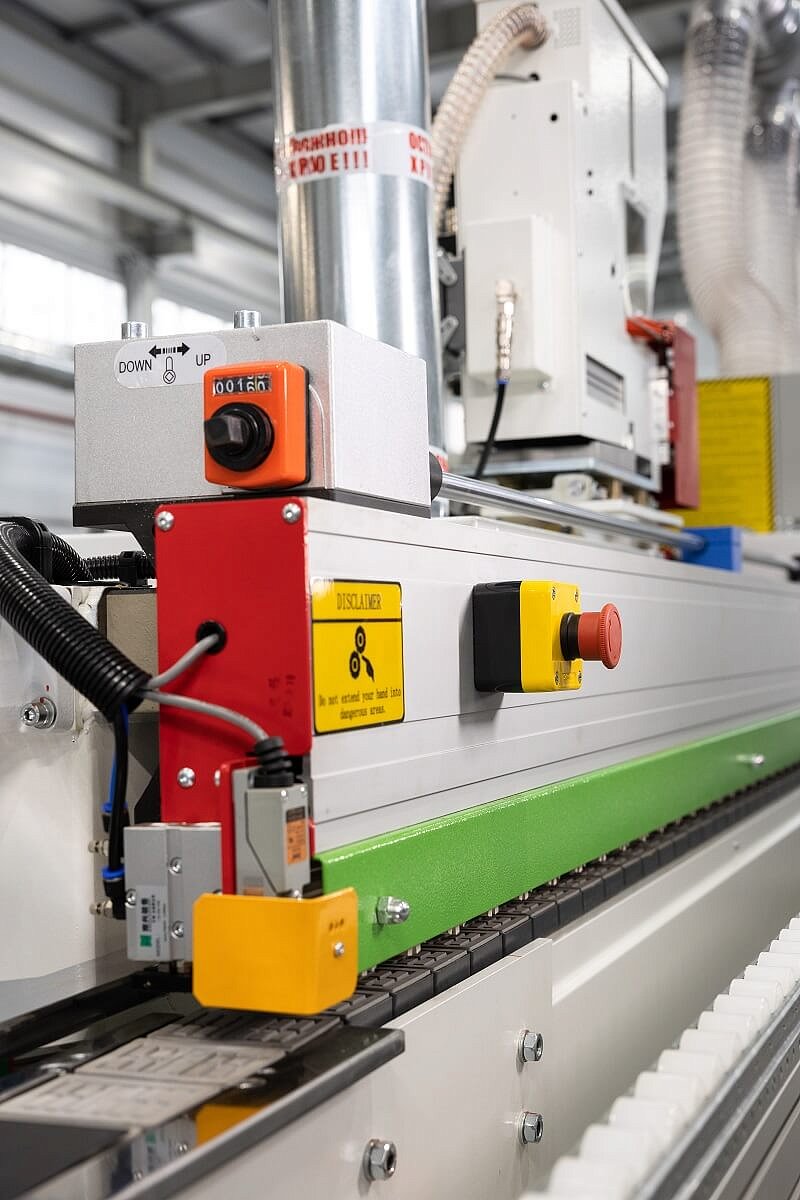
 Сервисный пульт
Сервисный пультПредназначен для настройки станка и позволяет оператору запускать и останавливать станок на любой стадии обработки детали.
- Индикатор состояния
Станок оборудован световым индикатором, который позволяет оператору контролировать его состояние с любого расстояния.
 Система безопасности
Система безопасностиКонтроль толщины заготовки и расстояния между деталями
Пневматический палец контролирует расстояние между деталями и не позволит подать заготовку раньше времени. Защита узла чистовой торцовки.
Измеритель толщины детали остановит конвейер при подаче заготовки большей толщины. Защита механизмов подачи и прижимной балки.
Путевые точки – контактная навигация заготовок для идеально точной обработки на последующих узлах.
Аварийная кнопка
Расположена в доступной для оператора зоне и позволяет остановить станок при возникновении нештатной ситуации.
- Защитные кожухи
Рабочая зона станка закрыта со всех сторон на 360°. Кожухи оснащены пылезащитными и шумоизоляционными покрытиями.
 Пульт управления
Пульт управления- Пульт управления с 7" сенсорным дисплеем и удобным расположением;
- Пульт управления русифицирован;
- Отображение процессов и диагностической информации;
- Оперативное решение проблем с помощью кодов ошибок;
- Отчет о производстве: учет метража кромки.
- Электрокомпоненты
- Управление PLC, входное напряжение 380 В, 50 Гц (стандарт).
- Положение заготовки контролируется энкодером.
- Независимые частотные преобразователи на каждый узел с функцией торможения двигателя.
- Большинство используемых электрических компонентов на станке произведены международными брендами для достижения высокого качества и универсальности.
- Каждый провод имеет уникальную метку с кодом, что обеспечивает максимальное удобство при устранении неполадок и онлайн-поддержки.
- Экономия энергии – режим ожидания включается автоматически. Это происходит в соответствии с заранее установленными настройками времени. Вы можете быстро запустить или остановить станок одним кликом.
 Станина
СтанинаДетали станин изготавливаются из толстостенного проката с использованием лазерной резки. Сборка станины осуществляется на специальном стапеле с применением высокоточных сварочных роботов. После сборки станина проходит операцию термической обработки для снятия внутренних напряжений. Затем, после термообработки, все посадочные поверхности и технологические отверстия обрабатываются на прецизионных портальных станках с ЧПУ за один установ.
 Сборочная линия
Сборочная линияПроцесс сборки – заключительный и чрезвычайно важный этап. Высококвалифицированные инженеры сборочного цеха Nanxing отвечают каждый за свою операцию. Поэтому завод гарантирует высокое качество выпускаемого оборудования.
 Контроль качества
Контроль качестваЗавод Nanxing — один из немногих заводов в Китае, который имеет собственную лабораторию для контроля качества выпускаемого оборудования. Лаборатория имеет систему поддержания постоянной температуры и влажности, оснащена самым современным высокоточным измерительным оборудованием производства Zeiss (Германия) и Aberlink (Великобритания).




- Доставка:i
- Стоимость ШМР: от 70 000 ₽